It is well documented that all electrolysers require ultrapure water (UPW) as a feedstock for hydrogen production. Nine litres of water are required to produce 1 kg of hydrogen, and approximately 200 litres per hour of UPW are required per MW of electrolyser capacity. The importance of UPW is to ensure the efficiency and longevity of the electrolyser through the prevention of fouling or scaling. Electrodeionization (EDI) is an electrochemical membrane process that may be used as part of the UPW preparation. This article aims to explain the EDI process and highlight its advantages, especially for high capacities that will be needed as hydrogen generation scales up.
By Philip Bayley, Senior Sales Engineer, Pure Water Group
Ultrapure water for electrolysers
One of the main parameters used for defining water quality is the electrical conductivity, which is a measure of the ability of water to pass an electrical current as a result of dissolved salts and inorganic chemicals. Thus, the lower the conductivity, the lower the concentration levels of problematic species. Of course, the electrolyser manufacturer may also include parameters for specific ions such as silica or organics. In terms of conductivity, values below 0.1 μS/cm are frequently specified for some of the more stringent electrolysers. It should be noted, however, that due to the relatively low additional investment required to achieve conductivity below 0.1 µS/cm, this is often preferred, as the water is rarely considered ‘too pure’ for the electrolyser.
How does electrodeionization work
Most EDI stacks are manufactured based on the robust and proven plate-and-frame construction with alternating dilute (product) and concentrate (reject) cells that contain ion exchange resin. These cells are separated by alternating semipermeable anion and cation ion exchange membranes.
A number of these dilute and concentrate cells are grouped together to form an EDI stack in which the dilute and concentrate cells are hydraulically connected in parallel. Electrodes are situated at the end of the EDI stack.

During operation, a transverse DC electrical field is applied to the electrodes. Ions entering the dilute cell in the feedwater stream, under the influence of this electric field, migrate from the dilute cell towards their respective electrode and become trapped in the concentrate cells.
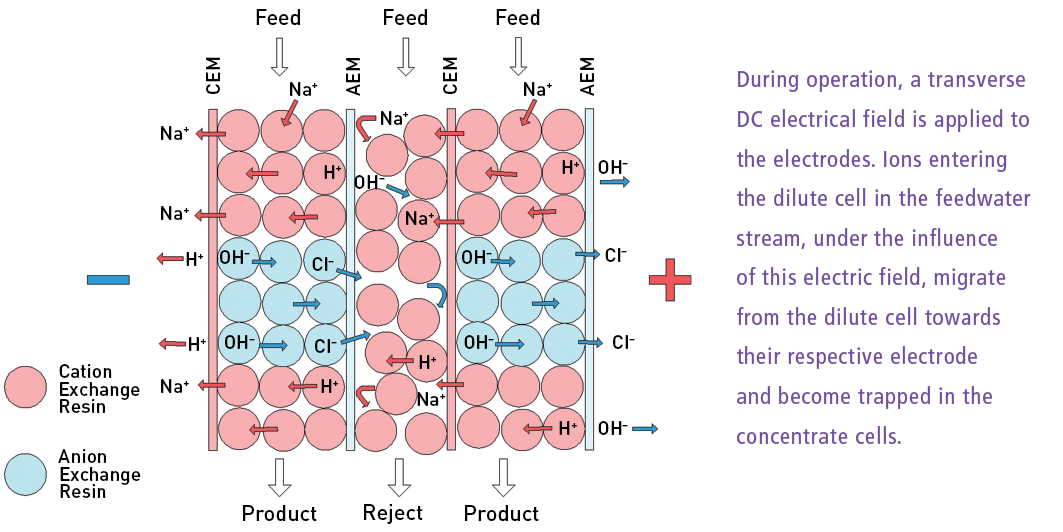
As water moves through the dilute cell, it becomes free of ions, and under the influence of the electric field water electrolysis occurs, resulting in the ‘splitting’ of H2O into hydrogen (H+) and hydroxyl (OH–) ions, which serves two purposes:
- Facilitates the removal of weakly ionized compounds such as carbonic and silicic acids;
- Electrochemically regenerates the ion exchange resin in the dilute cells.
This continuous electrochemical regeneration of the ion exchange resin enables EDI systems to operate continuously without the need for chemical regeneration and associated downtime.
Commercially available EDI systems can handle feed water conductivity levels of up to 100 µS/cm and hardness levels up to 4 ppm as CaCO3, achieving up to 99.9% salt removal. The levels of individual ionic species are reduced to parts-per-billion levels. In terms of conductivity, typically, a range of 0.1 to 0.055 µS/cm is obtained, equating to a resistivity of 10 to 18 megohm-cm.
EDI modules operate with a typical recovery rate of 95%. The concentrate (reject) stream contains the feedwater contaminants at concentrations 5–20 times higher than the feed water and can be recovered by returning this stream to the inlet of the reverse osmosis (RO) system, thereby increasing the overall plant recovery.
Electrolyser UPW configuration
A typical UPW system configuration is illustrated in Figure 3 and would include two-stage RO followed by membrane degassing (MD) to remove CO2, which, if present, represents a significant ionic load. This is followed by either a conventional ion exchange or an EDI system. With the addition of the final ion exchange polishing section, a conductivity of <0.056 µS/cm may be achieved.

The UPW configuration may require additional steps depending on the source water quality (e.g., surface water, brackish or sea water). Similarly, fewer steps may be required depending on the exact water specifications required by the electrolyser manufacturer. One relatively constant requirement is the use of RO followed by either EDI or traditional ion exchange resin systems.
The purpose of the EDI or ion exchange process is to further demineralize the RO permeate to levels that typically exceed a conductivity of <0.1 µS/cm. It is important to note that the product water specification for the electrolyser should be met at this point. The point-of-use ion exchange polishing is present as a safeguard and is not sized or designed for bulk demineralization.
Effectively there are three choices to compare, namely:
1. Ion exchange – single-use resin
- No onsite regeneration, either resin or resin + tanks are exchanged onsite;
- Very costly for higher-capacity bulk demineralization;
- Preferable for low capacities such as <1.0 m3/h.
2. Ion exchange – with onsite chemical regeneration
- Bulk chemical storage and dosing equipment required;
- Waste neutralization facility often needed to handle chemical waste;
- Low capital costs, but standby is required during regeneration periods, and infrastructure to handle chemicals increases costs;
- Hazardous chemical handling
- Operating costs are high.
3. Electrodeionization
- Continuous operation and regeneration (no standby required for regeneration);
- Small footprint;
- No bulk chemicals required for regeneration;
- Fair capital costs;
- Very low operating costs. Typical energy requirement for EDI process is <0.06 kwh/m3;
- More susceptible to fouling/scaling and oxidation if pretreatment is not adequately designed;
- Can operate at 60˚C continuously.
EDI differs from conventional ion exchange water purification technologies in that water purification is achieved without the requirement for chemicals for regeneration. This is significant for the hydrogen market since it offers a small footprint and significantly reduces health and safety risks, as well as operating costs associated with chemical storage, chemical handling, and waste neutralization. Another benefit is the reduced need for prolonged chemcial storage, which helps prevent corrosion in installed equipment.
Electrolyser refinement loop polishing
This loop has significantly higher capacity and operates at higher temperature than the make-up water. For a 1,000 MW PEM electrolyser, this may be in excess of 6,400 m3/h, with temperatures ranging from 60–80˚C. These loops are typically polished by means of a side stream, which is typically up to 6.0% of the main flow. As hydrogen projects scale up in size, EDI may become the industry’s preferred choice for this application.

Summary
EDI is not a new technology; commercial systems date back to early 1987. Ongoing improvements and cost reductions have resulted in wider adoption across industries, including microelectronics, power, and pharma. Thousands of installations currently exist, with the largest exceeding 2,000 m3/h.
It is logical, therefore, that EDI technology, with its significant technical and environmental advantages, will become the technology of choice as part of the UPW preparation process for the hydrogen market.
Subject to ongoing trials and scale-up of the hydrogen market, it is anticipated that EDI will also offer significant advantages for the polishing of high-capacity refinement loops.
About the author
Philip Bayley, PGCert in Water & Wastewater Engineering, has more than 30 years of experience in the field of potable and industrial water treatment with a strong focus on membrane and electrochemical membrane processes. He is considered a broad expert in the implementation of electrodeionization, with over 15 years of direct experience that includes business development, system design, and commissioning. He works as a senior sales engineer at Pure Water Group, which specialises in the design and fabrication of sustainable water solutions for industries requiring ultrapure water or the recovery of niche wastewaters.
